

快速导读:
新闻动态
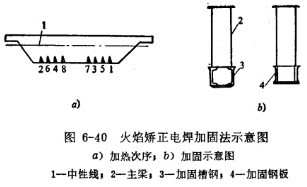
火焰矫正电焊加固法处理主梁下挠
编辑:北京凌鹰
浏览:3918
添加时间:2012-08-07 08:22:30
在主梁中性层的下部选择若干加热区,用火焰(常用氧—乙炔焰)加热至800℃以上(此时低碳钢的屈服极限接近于0)。由于加热区在加热时受到周围金属的限制,不能自由膨胀而被塑性压缩,这些热塑性变形区在随后的冷却过程中收缩,从而迫使主梁恢复上拱。
具体做法是:
检查测量下挠。为了制订矫正的工艺方案,必须对主梁下挠进行测量。为了全面恢复,还应同时检查主梁的旁弯、腹板波浪、两根小车轨道的平行性等。
顶起主梁。使车轮脱离大车轨道约20mm。
火焰矫正。加热部位必须在主梁中性层下部。因为加热区在冷却后存在较大的残余应力,放加热区应避免在主梁受弯曲大的中部(图6-40a)。如主粱下挠均匀平滑,可对称于跨中布置加热区。如主梁下挠变形不规则,可在下挠变形突出部分多布置几个局部小加热区。加热区的数量一般4至12。对Q235A钢加热温度一般700~800℃。
槽钢或钢板加固。用火焰加热而恢复的上挠度,由于残余应力逐渐消失,上挠度也逐渐消失,所以必须采取措施防止下挠产生,其办法是将槽钢或钢板焊在下盖板上(图6—40b)。
上一条:预应力矫正主梁下挠
下一条:通用门式起重机的组成
相关产品:
版权所有:北京市凌鹰起重机械厂 京ICP备11048170号
传真:010-58043523 邮箱:beijinglingying@126.com
地址:北京市昌平区东小口 邮编:102200 网站地图
